
by Aaron Kohler
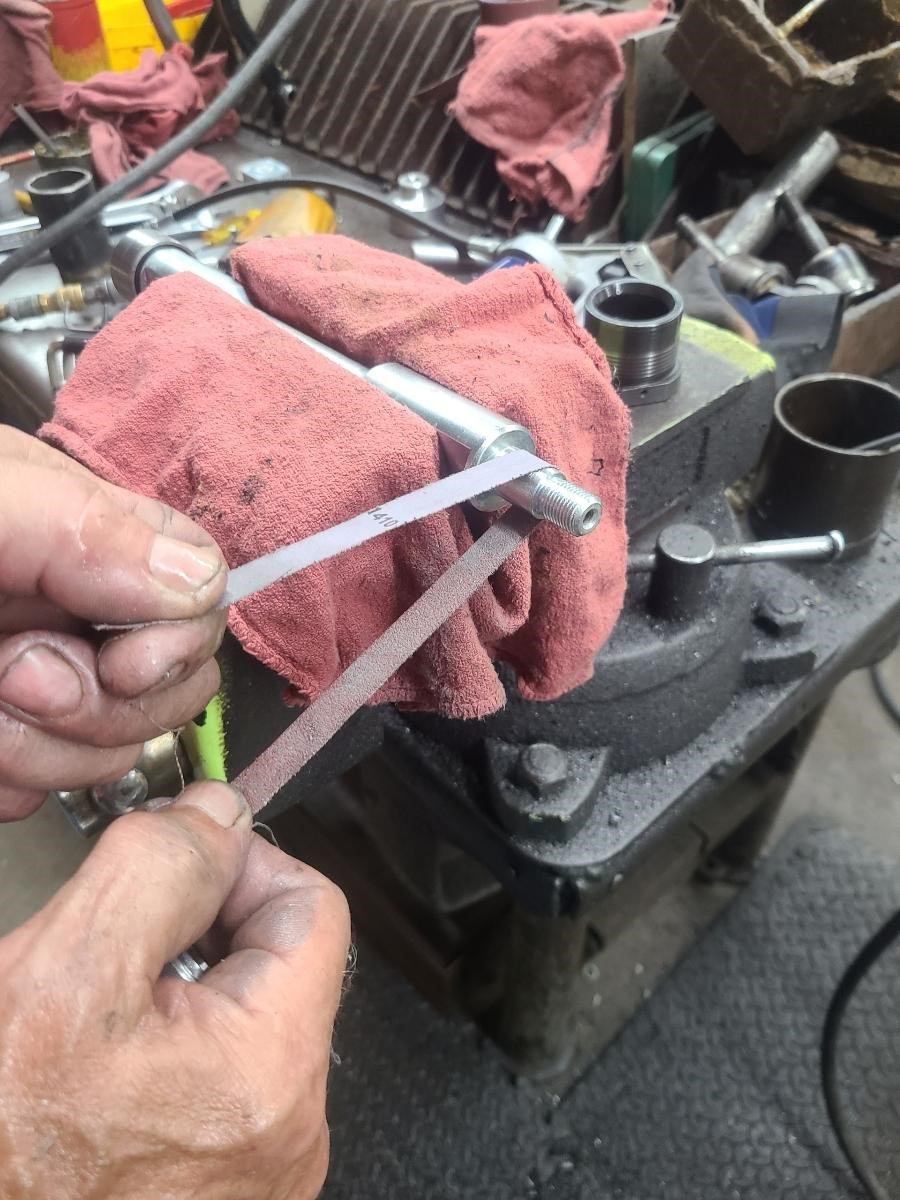
I was helping one of our new guys assemble some parts when he discovered that the bearing diameter was a tenth or two (.0001”/.0002”) too big and the bearing would not go on. Normally, we can polish that diameter down in the lathe, but this shaft had flats milled on it and there was no easy way to chuck on it.
 |
I held the part in a vise and showed him how to “show shine” off a tenth or two with emery cloth. Simply pull the emery cloth back and forth (just like shining your “Sunday go to meeting shoes”). Be sure to turn the shaft 180° and repeat. You can polish off a few tenths very quickly.
 |
Spherical bearings (commonly called “mono balls”) are a wonderful item that allow for both angular misalignment and rotation. However, most of these bearings have no lead on them, just a sharp-edged 45° chamfer.
 |
Trying to fit these to a bore either requires making the bore on the large side (unacceptable), or because the bearing is so difficult to start square to the bore you end up with a large burr in the bore.
 |
My standard practice is to take the bearing to a belt sander and make a 1/32” x 15° angle to transition from the 45. By breaking the sharp edge and adding just a very small amount of lead, these bearings install problem free.